
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Svartende behandling rund selvklemmende mutter
Xiaoguo® investerer i moderne maskineri for konsistent produktkvalitet.Installasjon av den svertende behandlingen rundt selvklemmende mutter-Svartningsbehandling innebærer å trekke en dor gjennom midten, noe som får den nedre delen til å deformeres radielt utover, og skaper en stor, sikker lagerflate på den blinde siden av materialet.
Modell:QIB/IND ZS
Send forespørsel
produktbeskrivelse
For å få svertebehandling rund selvklinende mutter-Svartebehandling til å fungere bedre og vare lenger, får de forskjellige overflatebelegg. Her er nedenstående på vanlige:
Stålnøtter får ofte sinkbelegg, du kan få klare, gule eller svarte kromatfinisher. Det er en kostnadsvennlig måte å beskytte dem mot rust. Så er det Geomet™, som er et sinkflakbelegg. Den er veldig god til å bekjempe korrosjon og kjemikalier, og den oppfyller mange bilstandarder.
Rustfrie stålmuttere går vanligvis gjennom en passiveringsprosess. Det bidrar bare til å øke korrosjonsmotstanden de allerede har. For aluminiumsnøtter kan de bli anodisert (som kan være klar eller farget) eller få en kjemisk film (det er et kromatkonverteringsbelegg).
Alle disse finishene gjør den samme jobben: de beskytter nøttene mot fuktighet, kjemikalier og slitasje. Det er nøkkelen hvis du vil at de skal vare lenge.
Bransjestandarder og parametere:
Svartningsbehandling rund selvklemmende mutter følger bransjeregler, vanligvis basert på DIN 7337 eller noe lignende. Dette sikrer at de kan erstatte hverandre uansett hvem som lager dem.
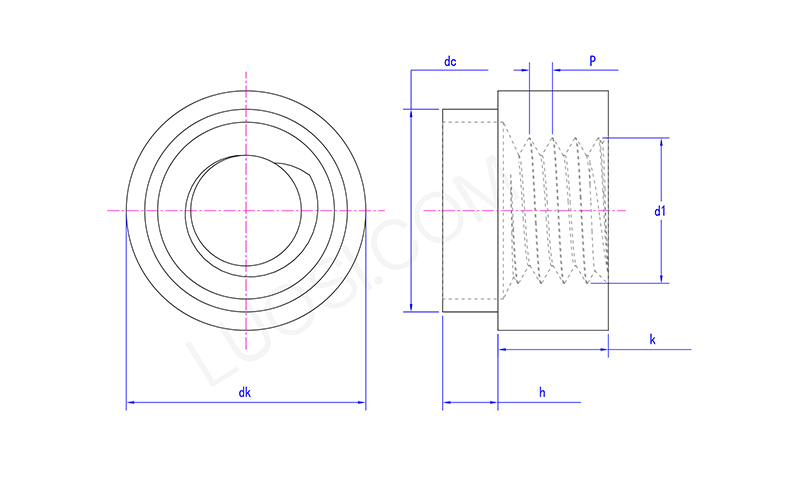
Du måler dem etter forskjellige ting: trådstørrelsen (som M4, M5, og så videre), hvor bred kroppen er, hvor bred flensen er, og hvor tykt materialet kan være når du bruker dem. Standard gjengestørrelser går vanligvis fra M3 til M12.
Den store forskjellen er at etter at du har installert disse mutrene, er flensen (delen som sprer seg ut) mye bredere enn kroppen var før. Det er det som gjør dem så gode til å ikke trekke gjennom materialer.
Når du velger en mutter, må du vite de nøyaktige målene. Du må matche mutteren til størrelsen på hullet og hvor tykt materialet er. Hvis du ikke gjør det, vil det ikke fungere riktig.
| man | M3-1,5 | M3-2 | M4-1,2 | M4-1,5 | M4-2 | M5-2 | M5-3 | M6-2 | M6-3 | M8-2 | M8-3 |
| P | 0.5 | 0.5 | 0.7 | 0.7 | 0.7 | 0.8 | 0.8 | 1 | 1 | 1.25 | 1.25 |
| dk maks | 7.25 | 7.25 | 8.25 | 8.25 | 8.25 | 10.25 | 10.25 | 11.25 | 11.25 | 13.25 | 13.25 |
| dk min | 6.75 | 6.75 | 7.75 | 7.75 | 7.75 | 9.75 | 9.75 | 10.75 | 10.75 | 12.75 | 12.75 |
| dc maks | 4.98 | 4.98 | 5.98 | 5.98 | 5.98 | 7.95 | 7.95 | 8.98 | 8.98 | 10.98 | 10.98 |
| k maks | 3.25 | 3.25 | 4.25 | 4.25 | 4.25 | 5.25 | 5.25 | 6.25 | 6.25 | 6.25 | 6.25 |
| k min | 2.75 | 2.75 | 3.75 | 3.75 | 3.75 | 4.75 | 4.75 | 5.75 |
5.75 |
5.75 |
5.75 |
| h maks | 1.6 | 2.1 | 1.3 | 1.6 | 2.1 | 2.1 | 3.1 | 2.1 | 3.1 | 2.1 | 3.1 |
| t min | 1.4 | 1.9 | 1.1 | 1.4 | 1.9 | 1.9 | 2.9 | 1.9 | 2.9 | 1.9 | 2.9 |
| d1 | M3 | M3 | M4 | M4 | M4 | M5 | M5 | M6 | M6 | M8 | M8 |
Hvilke verktøy trengs for installasjon?
For å installere en svertende behandlingsrund selvklemmende mutter, trenger du et spesielt innstillingsverktøy kalt en dor. Dette verktøyet tres inn i mutterens indre gjenger. Når du trekker eller bruker kraft på verktøyet, får det mutteren til å utvide seg utover, og deformerer den slik at den griper tett om rørveggen.
Det finnes manuelle innstillingsverktøy, men i de fleste tilfeller, spesielt i fabrikkoppsett, er pneumatiske eller hydrauliske verktøy bedre. De gir jevn kraft, som sørger for at mutteren er riktig installert hver gang. Denne konsistensen er nøkkelen for pålitelig ytelse, spesielt når du utfører mange installasjoner.
Hot Tags: Blackening Treatment Round Self Clinching Nut, Kina, produsent, leverandør, fabrikk
Relatert kategori
Sekskantmutter
Firkantet mutter
Sekskant flensmutter
Låsemutter
Cap Mutter
Sekskantsmutter
Håndskru mutteren
Rund mutter
Nav-muttere
T-mutter
Rørmutter
Andre nøtter
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








