
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


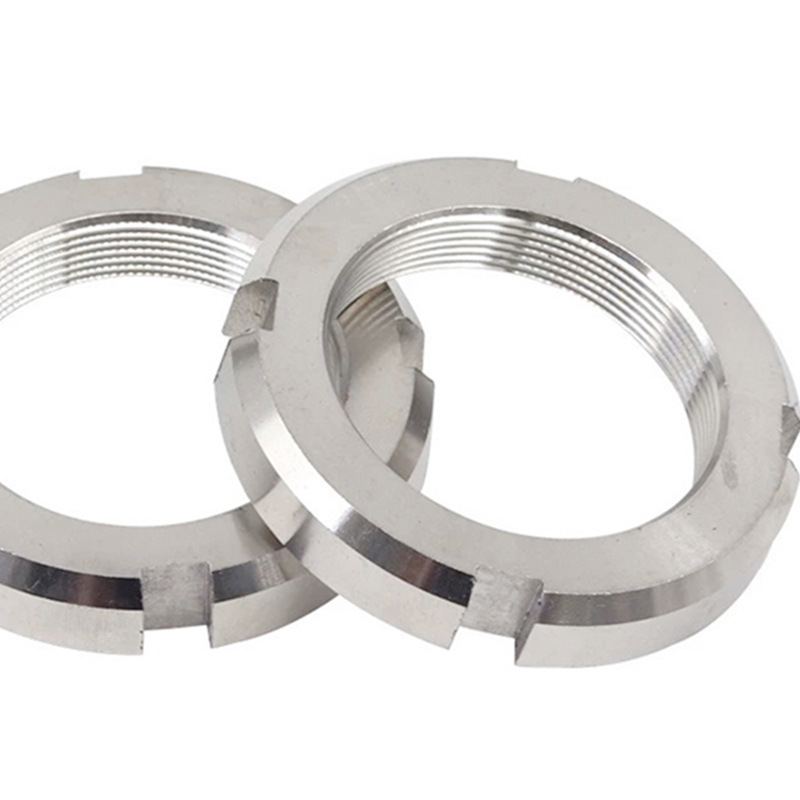
Rund mutter med spor
Kina Xiaoguo® sirkulær mutter med slisse tåler ulike tøffe miljøer og kan håndtere rustfrie stålmaterialer med letthet. Dette er den enestående korrosjonsbestandigheten til produktet. Leverandørene av sirkulære muttere med Slotted vil gi deg produkter av høy kvalitet.
Send forespørsel
produktbeskrivelse
Problemhåndteringsprosedyre
Når det gjelder de vanlige problemene med spaltet sirkulær mutter, er dette en systematisk håndteringsprosedyre som vil hjelpe deg raskt å identifisere og løse problemene.
(1)Identifiser problemet
Visuell inspeksjon: Sjekk om mutterne er løse, om gjengene er rustne eller har sklidd, og om det er sprekker eller deformasjoner i slissene.
Føltest: I en sikker tilstand, prøv å dreie mutteren manuelt og se om det er åpenbar motstand eller rotasjonsgap.
Utstyrs tilbakemelding: Vær oppmerksom på om det er unormal vibrasjon, uvanlig støy eller ustabil drift av utstyret.
Profesjonelt verktøy: Utfør tilfeldige inspeksjoner med en momentnøkkel.
(2)Feildiagnose
Mutteren er løs.
Skruen vil ikke løsne.
Trådslitasje
Mutteren har gått i stykker.
Sporskade
(3) Utfør reparasjonen
Direkte reparasjon: For løse deler og mindre rust kan smøring og etterstramming utføres direkte.
Bytt ut med nye deler: For muttere med sterkt slitte gjenger, skadede eller ødelagte spor, bør de skiftes direkte.
Standard driftsprosedyre: Ved bruk, bruk alltid riktig verktøy og følg standard dreiemoment.

Selskapets produksjonskapasitet
Vi er godt klar over at avanserte produksjonsteknikker og utstyr er grunnlaget for å sikre høy kvalitet og høy produksjonskapasitet. Derfor har vi introdusert avanserte metallformingsteknikker. Gjennom støpeformer utsettes metallstengene for plastisk deformasjon for å danne den grunnleggende formen til mutterne, og en automatisert slisseprosess blir tatt i bruk for å oppnå effektiv og presis slissebehandling. Den integrerte produksjonslinjen gjør at hele prosessen fra råvarer til ferdige produkter kan produseres uavhengig. Samtidig er vi utstyrt med testinstrumenter og et kvalitetskontrollsystem for full prosess for å overvåke og spore hele produksjonsprosessen til den slissede sirkulære mutteren.

| man | M3,5 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 |
| P | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| dk maks | 7 | 8 | 9 | 11 | 14 | 18 | 21 | 24 | 26 | 29 | 32 |
| dk min | 6.64 | 7.64 | 8.64 | 10.57 | 13.57 | 17.57 | 20.48 | 23.48 | 25.48 | 28.48 | 31.38 |
| k maks | 3 | 3.5 | 4.2 | 5 | 6.5 | 8 | 10 | 11 | 12 | 13 | 14 |
| k min | 2.75 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 11.57 | 12.57 | 13.57 |
| n min | 1.46 | 1.46 | 2.06 | 2.56 | 3.06 | 3.57 | 4.07 | 4.07 | 4.07 | 4.07 | 5.07 |
| n maks | 1.71 | 1.71 | 2.31 | 2.81 | 3.31 | 3.87 | 4.37 | 4.37 | 4.37 | 4.37 | 5.37 |
| t min | 1 | 1.2 | 15 | 2 | 2.5 | 3.2 | 3.8 | 3.8 | 3.8 | 4.8 | 4.8 |
| t maks | 1.40 | 1.60 | 1.90 | 2.4 | 3 | 3.7 | 4.3 | 4.3 | 4.3 | 5.5 | 5.5 |
FAQ
(1)Hva er de vanlige standardspesifikasjonene for sirkulær mutter med spor?
Vanlige standarder inkluderer: GB/T 812 (kinesisk nasjonal standard), DIN 981 (tysk standard, ofte brukt for å låse lagre), DIN 1804 og ANSI/ABMA 8.2 (amerikansk standard), etc.
(2)Kan mutteren gjenbrukes?
Ja, så lenge strukturen som gjengen og sporet på mutteren ikke er skadet, kan mutterkroppen gjenbrukes.
(3)Hva er den anbefalte vedlikeholdsperioden for mutterne?
Det anbefales å gjennomføre en utseendekontroll en gang i måneden; og utfør en tilfeldig etterstrammingsinspeksjon med profesjonelle verktøy hvert kvartal.
(4)Hva er de mest avgjørende dataene når du velger mutterspesifikasjonen?
Den mest avgjørende faktoren er gjengespesifikasjonen (nominell diameter × stigning), og det er viktig å verifisere stigningen (som M16 × 1,5) for å sikre at den er helt i samsvar med gjengespesifikasjonen til akselen.
Hot Tags: Sirkulær mutter med spor, Kina, produsent, leverandør, fabrikk
Relatert kategori
Sekskantmutter
Firkantet mutter
Sekskant flensmutter
Låsemutter
Cap Mutter
Sekskantsmutter
Håndskru mutteren
Rund mutter
Nav-muttere
T-mutter
Rørmutter
Andre nøtter
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.








